








常见的精密铸造缺陷有(yǒu)气泡,气泡是指精细铸件个别位置呈现润滑孔眼缺陷。气泡通常在机加工之后才干被发现。精密铸造技术人员分(fēn)离多(duō)年車(chē)间消费经历,对精密铸造中呈现气泡的缘由及预防办法总结如下:
一、构成缘由:
1.大多(duō)数状况下呈现气泡主要是由于精细铸外型壳焙烧不充沛,浇注钢水时型壳霎时产生大量气體(tǐ)无法顺利排出,进而侵入金属液中构成气泡;
2.由于制壳工艺或壳型资料缘由,型壳透气性太差,型腔中气體(tǐ)难以排出,进入金属液中构成气泡;
3.浇注时卷入钢水中的空气未能(néng)排出从而形成的铸件气泡。
")
")
二、预防办法
1.在精密铸造条件允许的状况下,在构造复杂的铸件高处设置排气泡。
2.在设计浇注系统时,要充沛思索到型壳排气需求。
3.型壳焙烧温度、时间要合理(lǐ),保温时间也要充足。
4.脱蜡时应将蜡料彻底扫除。
5.恰当降低浇包嘴到浇口杯间隔,浇注速度要平均,以确保钢程度稳充溢型腔,尽可(kě)能(néng)少的卷入钢水中空气,以便型腔中及钢水中气體(tǐ)能(néng)顺利排出。
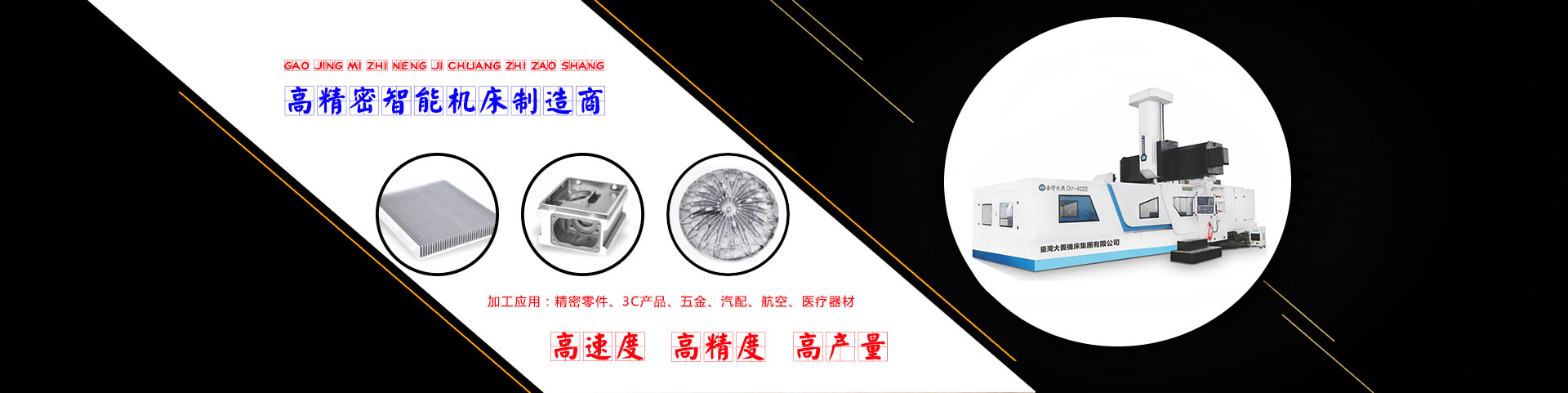
床身、工作台、滑座、立柱、主轴箱等大件均采用(yòng)米汉纳铸铁高张力材料,造型為(wèi)树脂砂工艺,吸震力强,耐磨力佳,并经应力消除与时效处理(lǐ),并确保机台能(néng)長(cháng)期保持佳精度。
机械特点:
※※※ 床身结构坚固,能(néng)承受高速度运动产生的惯性
※※※ 三轴60米高速度位移可(kě)节省非加工时间50%
※※※ 高静音螺杆、静音線(xiàn)轨使热变位少精度高。
※※※ 加高立柱设计,预留第四轴、第五轴空间
※※※ 直線(xiàn)高速主轴反应快,钻孔攻牙效率大大提高。
※※※ 进口主轴、护罩保护丝杆線(xiàn)轨, 提高机床使用(yòng)寿命

您好,欢迎莅临精阳机械,欢迎咨询...
 触屏版二维码 |



")



